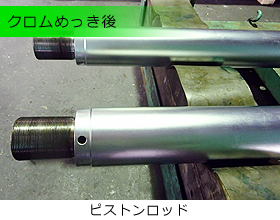
工業用(硬質)クロムめっき(Crめっき)
クロムめっきは、ビッカース硬度800~1000HVと最も高い硬度を持ち、耐摩耗用めっきとして広く用いられています。この耐摩耗性の向上を目的として行われる、比較的厚いクロムめっきを工業用(硬質)クロムめっきと称しています。
特長1.超重量大型部品から長尺部品まで対応可能
直径2.4m×深さ7mのめっき槽および30tクレーンを擁し、小物から超重量大型部品、そして長尺部品まで対応可能です。


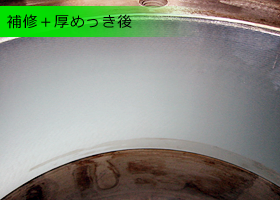
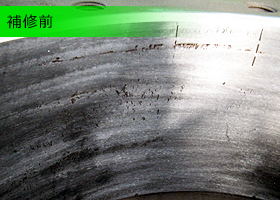
特長2.補修品(オーバーホール品)に対する厚めっき処理
当社では、補修品に対する取扱いも施行しています。補修につきましては、1mm強の厚めっき実績があり、ユーザーの恒久的な部品補修の手段として採用頂いています。また、局部的に摩耗・腐食した部品に最適な表面処理/機械加工を行い、大切な製品を蘇らせます。
主なクロムめっき製品
内燃機関のエンジン部品、油圧機器のピストンロッド・シリンダーチューブ、製鉄機械部品など、多方面の業種に利用され効果を上げています。
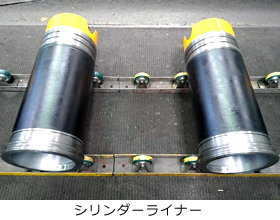
1.舶用シリンダーライナー・ピストンへの新品&補修加工
シリンダーライナーの磨耗対策・ピストンリング溝の磨耗対策として主に利用されており、摩耗したディーゼルエンジンのライナー、ピストンリングを「補修加工」を施すことで再利用が可能となり、コストダウンに繋がります。なお、シリンダーライナーはポーラスクロムをすることでLO油の保持性を高め、焼きつきの改善となります。


2.プレス金型に対する加工の効果
材質がFCなどの鋳鉄が使用されているプレス金型などは、ビッカース硬度HV 250と比較的柔らかく、プレス作業による局部摩耗・絞り傷・押し傷などの損傷を受け易いものです。高硬度の硬質クロムめっきを施工することで、滑り性の向上および離型性の付与により、生産性の向上に貢献します。
3.油圧機器部品・その他の製品に対する加工
長期使用によるシャフトのベアリング部,およびシール部の摩耗・ロッド・シリンダーチューブなどの摩耗・カジリ・腐蝕・また製作時の誤作修復などに、幅広く応用できます。
ニッケルめっき
電気ニッケルめっき(Niめっき)
電気ニッケルめっきは、耐食性に優れ、硬さ、柔軟性など物理的性質も良好であり、各種の素地に対して直接密着性の良いめっきができます。
特長1.用途で使い分ける3種類の加工
耐食性・厚めっき目的の中硬度めっき(特許・不溶解Ni) 250~400 HV
耐食性・厚めっき目的の中硬度めっき(スルファメートSoft) 180~300 HV
高硬度を有する為の高硬度めっき (スルファメートHard)470 HV 以上
特長2.厚い膜厚が可能
伸縮性のある1枚の層として機械加工のしやすさがあり、膜厚をミリ単位で厚くできます。
特長3.ニッケル+クロムの二層めっき
化学的に耐食性に優れるニッケルめっきを素地に30~40μm施工し、その上に硬質クロムめっき30μm施工することで耐食性が大幅に高まります。
主な製品例
- 航空機用ランディングギア部品など
- 船舶ハッチカバー油圧関係部品(ニッケル+クロムの二層めっき)
- その他、厳しい環境にさらされる製品の耐食向上

無電解ニッケルめっき(無電解Niめっき)
無電解ニッケルめっきとは、電気化学反応で外部からの電流を用いる電気メッキとは異なり、化学的還元反応により、ニッケルを含む溶液から金属ニッケルを被めっき物の表面に析出させる方法です。このため、ムラのない均質な皮膜を形成可能です。
特長
- 複雑な形状の物に均質な20~30μmのめっき可能
- ピンホールが少なく孔の中や内面にも均質な皮膜が得られる
- 熱処理で硬度が上がる
主な製品例
機械小物部品・船舶過給器・ポンプケーシングおよびシリンダーカバーなどの耐食向上
無電解Niめっきの応用例
| 業種 | 部品 | 効果 |
|---|---|---|
| 化学工業 | 反応槽・輸送管・ガスコック部品・バルブ・ポンプ・揺動弁・パイプ内面・熱交換器 | 腐食・磨耗防止 |
| 電気工業(電子)工業 | 接点・バネ・電子部品・シャフト部品・ローラー(印刷)ボルト | 腐食・磨耗防止・はんだのり付与・精密めっき |
| 繊維工業 | 導かん・糸巻・ノズル・動力針 | 腐食・磨耗防止・硬度付与 |
| 機械工業 | 各種弁・ディスクブレーキ・ピストン・軸・エンジン内部 | 腐食・磨耗防止・アルミ加工硬度付与 |
| 船舶、航空、ロッケット工業 | 水圧系機器・スクリュー・配管弁・シリンダー | 腐食・磨耗防止・アルミ加工硬度付与 |
| 樹脂工業 | 金型・射出成形用シリンダー | 腐食・磨耗防止 |


ニッケルめっきでの電鋳法(電鋳)
電鋳とは、電気鋳造を略したもので、ニッケル浴の電気分解により、母型(マンドレル)に所要の厚さに金属を析出させた後、この電着層を母型から剥離すると、母型と全く逆の形状の電鋳が得られます。当社の電鋳技術は一般プレスでは施工できない3次元形状品の製作及び部位によって膜厚を変化させることができ、機械的強度のより優れた金属製品および複製品が作成可能です。
特長
- 鋳金属の硬さ、引っ張り強さ等の物理的性質も調整可能
- 不均一めっき層による、より複雑な鋳造が可能
- 複雑な母型でも精密な複製品が可能
主な製品例
ヘリコプターのプロペラが複合材でできているため、エロージョン防止目的としの保護カバー(プロテクター)として採用されています。


カドミウムめっき(Cdめっき)
カドミウムめっきとは、属性に富んだ、柔らかいめっき銀色の金属であり、亜鉛めっきより優れた耐食性を持っています。特に、海水・塩水に対する腐蝕に強い性質があります。クロメート処理を施すことで更に耐食性が向上します。
特長
- 有機フラックスを用いて容易にハンダ付け可能
- 接触電気伝導性がよい
- カバリング性がよい
製品用途1.通信機部品
船舶・航空機用、特に海洋性の環境にさらされる部品
製品用途2.航空機部品
電触や腐蝕または水素脆性により機能を劣化させるおそれのある部品
製品用途3.緊急時の機器
船舶・航空機の緊急脱出用または救難用の機器のバネ等部品
製品用途4.計測器部品
比較的条件の悪い中で高度の信頼性を維持する必要の部品
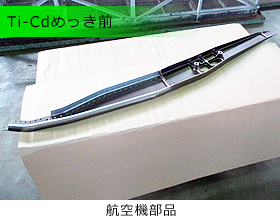
チタニウム・カドミウム合金めっき(Ti-Cdめっき)
チタニウム・カドミウム合金めっきとは、カドミウムにチタニウムを0.1~0.7%含有するめっきで、カドミウムめっきと比較して数倍の耐食性があり、更に水素脆性を起こさない特徴があります。
このため、本めっきは日本で開発されながらも、高抗張力鋼の低脆性カドミめっきとして欧米の航空機業界で広く採用されていますが、当社は国内で施行できる稀少企業の一つです。
特長1.カドミウムめっきより優れた耐食性
特長2.低水素脆性
特長3.独自のウルトラクロメート処理
一般のクロメート処理と比較して3~4倍以上の耐食性を実現
特長4.激しい腐食環境に対応
海洋開発関連機器の防触表面処理として注目されています。
製品用途
航空機の着陸装置など高張力鋼の航空機部品に使用されています。

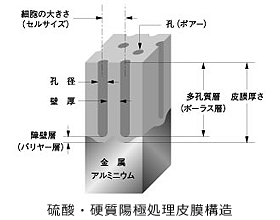
陽極処理(アノダイズ処理)
陽極処理では、電解質の中でアルミニウム素材を陽極とし通電することによって、陽極側から発生する酸素とアルミニウムを電気化学的に反応させ、多量の発熱とともに酸化アルミニウムという表面被膜を形成させます。アルミニウムの耐食性、耐摩耗性の向上、およびその他の機能の付加を目的として行なわれます。
めっきとの相違点
- 物の表面に金属物質を析出させた被膜(外部から被せたもの)ではなく、アルミニウムの素地自体を酸化させることによって得られる皮膜(動物の皮膚のように素材自体の表面が変化・成長したもの)です。
- 寸法増加が、膜厚の1/2です。
- 皮膜に微細かつ無数の孔があるため、その孔に染料を吸収させることで、皮膜自体の色調を変化させることが可能です。
- 同一製品上へ、TYPE IIIとTYPE I(あるいはTYPE II)との併用した処理が出来ます。
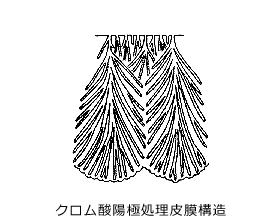
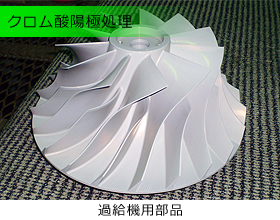
クロム酸陽極処理(TYPE I)
特長
- 耐蝕性に優れ疲労強度を低下させない
- 素材の寸法に変化を及ぼさない皮膜(2~3μm)
- 皮膜剥離後の素地表面処理が極めて滑らか
- 均質な皮膜で複雑な形状へも処理可能
- 塗装の密着性がよい
製品用途
耐食性向上、塗装下地処理のために、航空機部品やコンプレッサー等の精密加工品に採用されています。
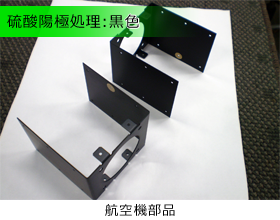
硫酸陽極処理(TYPE II))
特長
- 耐食性に優れる
- 皮膜の孔径が大きく染料による染色性がよい
- 膜厚:一般的に10~15μm ビッカース硬度:200~300 HV 色調:無色透明
製品用途
広く一般製品に採用されています。
硬質陽極処理(TYPE III)
特長
- 耐食性に優れた硬い皮膜
- 厚い皮膜形成が可能 封孔処理で耐食性を向上
- 摺動部材などに仕様できるテフロン含浸
- 膜厚:一般的に20~30μm(硬度要求の場合50~60μm)
硬度:ビッカース硬度400~500HV
色調:材質・厚みによって異なる
製品用途
耐摩耗性・耐食性を要求されるものに採用されています。
リン酸陽極処理
特長
- 酸化皮膜形成後に封孔処理をせず、その皮膜に存在する微細孔の吸着性を利用した皮膜により、接着性・粘着性がよい。
- 反面、空気中の湿気を吸収して急速に不活性となり、密着性が低下するので、湿度コントロールと速やかに塗装あるいは接着する必要がある。
製品用途
ボーイング社で開発された処理方法であり、接着性・粘着性の向上のために、その多くが航空機部品に採用されています。
ホウ酸・硫酸陽極処理
特長
- 6価クロムの規制強化への対策として、クロム酸陽極処理の代替え技術として開発されたものであり、環境負荷が少ない。
- クロム酸陽極処理と比較して、耐食性、塗装密着性は同等であるが、耐疲労特性では優れている。
製品用途
ボーイング社で開発された処理方法であり、耐食性向上、塗装下地処理のために、その多くが航空機部品に採用されています。
化成皮膜処理(アロジン処理)
化成皮膜処理とは、アルミニウム表面に処理剤を作用させて化学反応を起こさせることで、保護皮膜を生成させ、耐食性の付加、塗装の密着性の向上を目的として用いられます。
このため、アルミニウム合金部品・組み立て品に対して、塗装の下地処理として採用され、塗装自体の耐食性・耐久性を発揮させます。 また、通電性に対する保護皮膜としても利用されます。
特長1.色調
有色・・・塗装の下地用及び耐食性を要求される場合
無色・・・アルミニウムの素地色で耐食を要求される場合
特長2.MIL-C-5541では、下記のクラスに分類されます
クラス1A・・・耐食性を有し、塗装の下地処理で塗装の密着性を向上
クラス3・・・・耐食性を有しながら、通電性を持つ皮膜
製品用途
航空機関係部品、宇宙ステーション、ロケット大型部品等に適用されています。

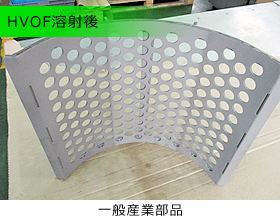
高速フレーム溶射(HVOF溶射:High Velocity Oxy-Fuel)
溶射とは、燃焼ガスによる超音速の噴流を作り、溶射材料を溶融・加速して被施行物に吹き付け、表面で凝固し密着することで皮膜を形成する表面処理方法です。
皮膜特性1.気孔率の低い、綿密な皮膜(耐腐食特性の向上)
皮膜特性2.高速粒子で高密度の圧縮応力
・mm単位での皮膜も可能
・密着力が強いコーティングを形成
・耐摩耗を有する皮膜
皮膜特性3.水素脆性がない
皮膜特性4.超硬合金に近い最高の硬度
・幅広い硬度選択が可能(ビッカース硬度1100~1400HV)
使用パウダーによる特性の違い
| タングステンカーバイト系 | クロムカーバイト系 | |
|---|---|---|
| 特性 | (1)ち密で硬く、靱性のあるコーティング (2)摺動摩耗・エロージョン・衝撃摩耗・研摩耗・フレッティング摩耗に適している |
(1)フレティング・摩滅摩耗に良く適しち密で接着性がよい (2)温度が815℃以下で、腐食・熱、および酸化に抵抗力がある |
| 製品用途 | ・航空機エンジン部品 ・石油採掘装(高摩耗部分) ・発電所の誘導通風装置 ・押し出しダイスの修理 ・ガス電動装置の修理 |
・石油化学(バルブシステム) ・硬質クロム代替え ・タービン構成部品 ・原子力部品(燃料棒マンドレル) ・熱間粉砕ロール |
各種めっき
銅めっき
耐食性に優れているが一般的に単体で使用されることは少なく、銅合金製部品の肉盛対策、鉄材への浸炭処理時の浸炭防止処理として使用されます。
錫(すず)・鉛合金めっき
錫10%・鉛90%で構成される合金めっきであり、めっき皮膜は柔らかく比較的に均一に析出します。メタルなどへ初期なじみオーバーレイ加工として使用されます。

パッシベート
製品の表層に不動態皮膜を形成する処理で優れた耐食性を有します。